Metal Stamping Mold vs. Plastic Injection Mold
Metal stamping molds and injection molds are both used in manufacturing to shape materials into desired parts, The main difference between metal stamping molds and plastic injection molds lies in their purpose, materials processed, and the forming methods involved. Here’s a clear breakdown:
Metal Stamping Mold
- Purpose: Used to shape, cut, bend, or form sheet metal into specific parts.
- Material Processed: Metal sheets (steel, aluminum, copper, etc.).
- Forming Method: Mechanical force is applied using a stamping press to deform the metal into the desired shape.
- Typical Mold Material: Tool steels like SKD11, D2, DC53, or sometimes carbide.
- Common Products: Brackets, connectors, enclosures, automotive body parts.
Key Features:
- Often used for high-speed, high-volume production.
- Includes components like punches, dies, stripper plates, and guide posts.
- Multiple stages can be integrated into progressive dies.
Plastic Injection Mold
- Purpose: Used to form plastic parts by injecting molten resin into a mold cavity.
- Material Processed: Thermoplastics (ABS, PP, PC, POM, etc.).
- Forming Method: Molten plastic is injected under pressure, cooled, and ejected in solid form.
- Typical Mold Material: Mold steels like P20, H13, S136, or stainless steels.
- Common Products: Housings, containers, automotive interiors, electronics parts.
Key Features:
- Supports complex geometries and internal structures.
- Molds include core and cavity, ejector systems, cooling channels, gating, and runners.
- Higher tooling cost, but excellent for producing intricate plastic parts in volume.
Comparison Table
| Feature | Metal Stamping Mold | Plastic Injection Mold |
| Processed Material | Sheet metal | Thermoplastic resin |
| Forming Mechanism | Pressing/deforming | Injection molding (melting + cooling) |
| Mold Material | High-wear tool steel or carbide | Mold steel or stainless steel |
| Typical Applications | Metal brackets, shells, connectors | Plastic housings, toys, auto parts |
| Production Speed | Very high for simple parts | High for complex plastic parts |
| Mold Cost | Moderate | High (due to complexity) |
| Design Complexity | Moderate to high | High (supports fine detail) |
Structural Differences: Plastic Mold vs. Stamping Mold
The structural aspects of components in plastic molds and stamping molds differ significantly due to the materials they work with and the forming mechanisms involved. Here’s a breakdown of their key structural differences:
Plastic Injection Mold – Structural Aspects
- Core & Cavity: Central to the mold, forming the external and internal shapes of the plastic part.
- Parting Line: Separates the core and cavity when the mold opens; determines how the part is ejected.
- Runner & Gate System: Channels molten plastic into the cavity. Includes:
- Sprue: Entry point of the molten plastic.
- Runner: Distributes plastic to each cavity.
- Gate: Final opening that directs plastic into the part shape.
- Cooling System: Integrated cooling channels maintain mold temperature and reduce cycle time.
- Ejector System: Includes ejector pins, plates, or sleeves to push the solidified part out of the mold.
- Mold Base & Plates: Heavy steel frames that support all components; often includes guide pins and bushings for alignment.
Design Traits:
- Supports complex 3D geometry
- Requires precise alignment and temperature control
- Usually more intricate and includes more moving parts
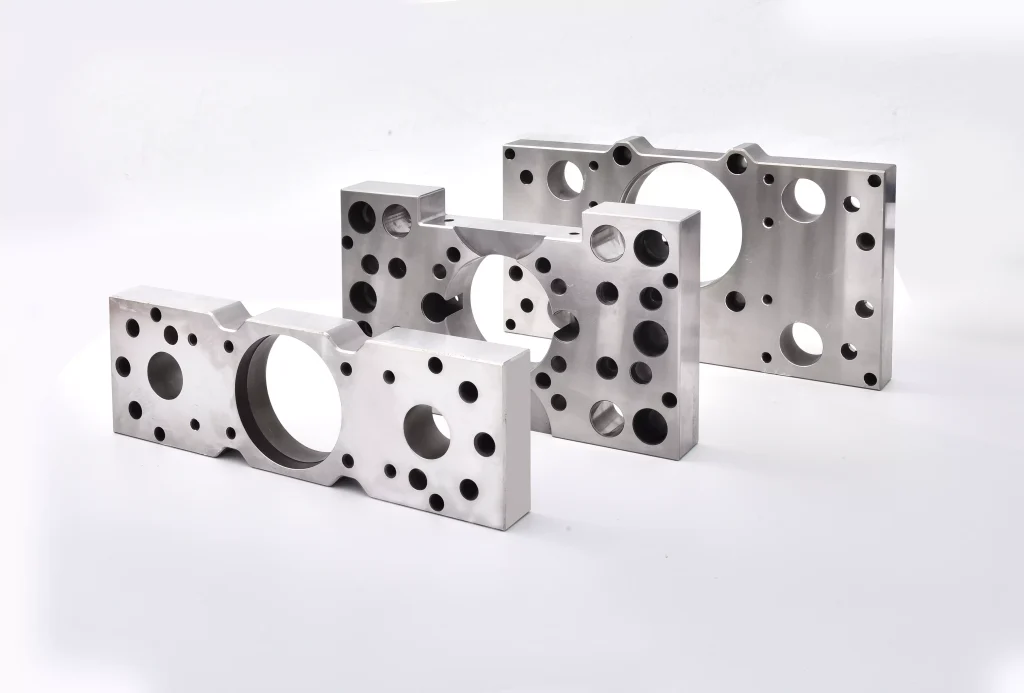
Metal Stamping Mold – Structural Aspects
- Punch & Die: The main shaping components; the punch presses the metal into the die to cut or form it.
- Die Set (Upper and Lower): Houses and aligns the punch and die; includes guide pillars and bushings for precision.
- Stripper Plate: Holds the sheet metal in place and removes it from the punch after each stroke.
- Guide Pins & Bushings: Maintain alignment between the upper and lower halves of the mold.
- Pilot Pins: Used in progressive dies to ensure accurate strip feeding.
- Lifters/Pushers: Help eject or lift formed parts or scrap from the die area.
Design Traits:
- Typically more open and robust structure
- Suitable for high-speed, repetitive operations
- Designed to withstand high mechanical impact
- Fewer thermal control systems needed
Summary of Structural Differences
| Feature | Plastic Mold | Stamping Mold |
| Forming Parts | Core & Cavity | Punch & Die |
| Ejection Mechanism | Ejector pins/plates | Stripper plate / lifters |
| Thermal System | Integrated cooling channels | Generally not required |
| Material Feed | Melted plastic via runner system | Sheet metal fed manually or automatically |
| Mold Base Structure | More enclosed with multiple plates | More open, heavy-duty die set |
| Alignment | Precise guide pins + bushings | Guide posts + bushings |
| Complexity | High (for 3D shapes, fine detail) | Moderate (for 2D/2.5D metal forms) |
Maintenance Differences: Plastic and Metal Molds
Maintenance & Upkeep Comparison: Injection Molds vs. Stamping Molds
1. Working Environment
- Injection Molds: Operate under high temperature and pressure, with plastic residue and cooling water involved—require precise maintenance.
- Stamping Molds: Endure high-speed mechanical impact, often generate metal chips, and work in harsher environments.
2. Cleaning
- Injection Molds: Regularly remove plastic residue and carbon deposits to keep cavity surfaces clean and precise.
- Stamping Molds: Focus on cleaning metal debris, burrs, and grease; rust removal may be required.
3. Lubrication
- Injection Molds: Use specific lubricants that won’t contaminate plastic parts; applied in small amounts to guide pins, ejector pins, etc.
- Stamping Molds: Require frequent and thorough lubrication with high-performance oils or greases to reduce friction and wear.
4. Cooling System Maintenance
- Injection Molds: Cooling channels must be cleaned regularly to prevent scale buildup and ensure efficient heat transfer.
- Stamping Molds: Typically do not have cooling systems, making maintenance simpler.
5. Maintenance Frequency
- Injection Molds: Require more frequent maintenance due to the thermal and mechanical complexity of the process.
- Stamping Molds: Maintenance cycles are generally longer and based on stroke count and mold wear.
6. Inspection Focus
- Injection Molds: Inspect cavity surfaces, ejection mechanisms, hot runner and cooling systems for wear or blockage.
- Stamping Molds: Check punch-die clearance, guide system, springs, and stripper mechanisms for cracks or deformation.
7. Wear Parts Replacement
- Injection Molds: Commonly replaced parts include ejector pins, springs, locating rings, gate bushings.
- Stamping Molds: Replace punches, dies, guide posts, stripper plates, and other high-wear elements.
8. Rust Prevention
- Injection Molds: Usually used in dry environments; minor anti-rust treatment is enough unless exposed to moisture.
- Stamping Molds: Require more robust rust prevention, especially when idle or in humid environments—use rust-prevention oil or wrap.
9. Storage Requirements
- Injection Molds: Store in clean, dry environments away from sunlight and high heat to prevent deformation.
- Stamping Molds: Store in well-ventilated, dry locations with care to avoid impact or tipping, especially for large molds.
Conclusion
Metal stamping molds and plastic injection molds differ in materials, forming methods, structure, and maintenance.
Stamping molds are ideal for high-speed metal part production, while injection molds are better suited for complex plastic components.
Each requires specific maintenance strategies—focusing on wear resistance for stamping, and temperature and cleanliness control for injection.
Choosing the right mold and maintaining it properly ensures longer service life and better product quality.